
引言
无缝钢管的轧制属于一种多品种、连续生产过程,并且对于热轧无缝钢管而言,温度也是其需要解决的难题,那么在线检测无缝钢管就要考虑到温度及其尺寸规格变换带来的测量范围问题。间距可调双测头技术采用双光路法进行检测。本文主要介绍的就是这种方法的大直径测径仪。
1、双光路法测量
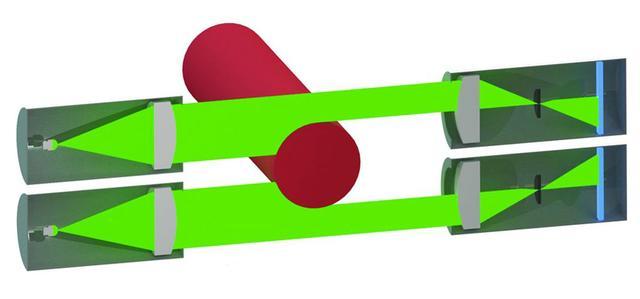
如上图所示,两组光电测头分别位于被测无缝钢管两侧,进行边缘检测,两个测头之间的距离为已知距离,且可以进行自动调整,因此可以实现各种不同规格的大尺寸无缝钢管的测量。
光源采用进口LED灯作为光源,使用寿命长,由于热轧无缝钢管会自发光(通常为炙热的红光),为了不影响测量,大直径测径仪采用波长为520nm固定波长的绿光。并在测头上加有滤光镜片,以避免红光及其它杂散光带来的测量误差。

大直径测径仪具有间距自动调整装置,测头间距可以进行自带调整,当需要调整镜筒的间距时,通过控制系统输入命令,驱动步进电机带动滚珠丝杠即可实现精确位置的调整。调整过程中通过旋转编码器对滚珠丝杠的监测,对调整步数进行校核,形成闭环控制取得精确的调整尺寸。调整后系统将自动计入调整距离,不需要进行间距的校准即可进行测量。
2、椭圆度检测
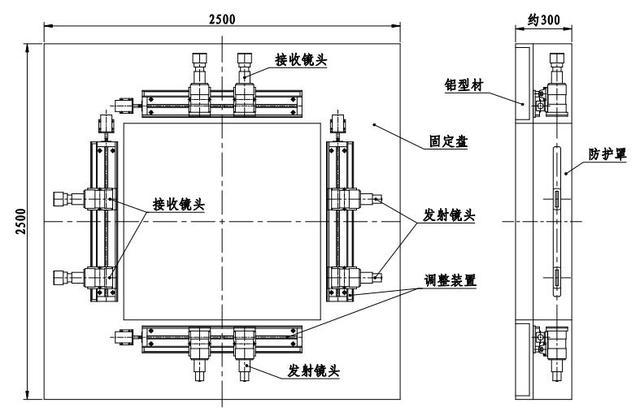
热轧无缝钢管截面多为椭圆形,因而,在其垂直与水平方向各放置一套CCD摄像系统,又由于无缝钢管的直径分布范围宽,因而采用双光路来测量其边缘,以求得无缝钢管的外径。另外,还由于其热轧钢管的振动,影响了成像的质量,在光学成像系统中采用物方远心光路来尽量消除这一影响,同时采用多路同步技术等方法,彻底消除了抖动带来的误差,同时,由于管材作螺旋运动,因而分析椭圆的长轴与短轴旋转到分别垂直于两光路时,可测得管材外径的最大值和最小值,并可计算得到椭圆度尺寸。
3、软件系统

大直径测径仪的软件系统是专为其研发的,有上图可以看出,可显示出测量的直径值及平均直径、椭圆度尺寸,对截面图也可精准显示。
显示内容:分别显示2路测头的测量直径、平均直径、椭圆度。输入钢管外径后,直接显示保温层的最大厚度、最小厚度和平均厚度等特征值。
产品参数设置:可设置产品规格、正负公差、椭圆度公差等参数。
修正功能:自动或手动修正,当系统误差过大时可用标准量块自我校准。
测量规格自动调整功能:当更换的轧材规格与前规格差距过大时可用规格调整功能自动调整测头至最佳位置。
超差报警:数据超差时红色报警灯点亮报警。
结语
大直径测径仪是双光路的在线检测设备,同时又可从两个方向对外径尺寸进行测量,能够得到椭圆度尺寸,大直径测径仪采用多种防护技术,使其能在热轧、冷轧的无缝钢管轧制中使用,进行高精度的测量,大直径测径仪的测量精度优于0.05mm,为各种大直径管材的检测带来便利,也可适用于生产中的各种规格的管材测量。
本文由保定市蓝鹏测控科技有限公司编写




