气体渗氮是渗氮常用的一种方式,气体渗氮是一个利用氮原子的溶解与硬的氮化物析出来以提高耐磨性,表面硬度及疲劳寿命的热化学表面硬化处理技术。以游离氨为源,在钢件表面添加氮层。在气体渗氮中,供体是一种富含氮的气体,通常是氨气 (NH3),这就是它有时被称为氨氮渗氮的原因。当氨与加热的工件接触时,它会分解成氮气和氢气。 然后氮扩散到材料表面,形成氮化物层。氨在温度通常在550–570°C之间的熔炉中被“裂解”。因此氮化通常利用专门设备或井式渗氮炉来进行。渗氮过程控制如下:

渗氮过程控制
1.渗氮前的零件表面清洗
通常使用气体去油法去油后立刻渗氮。
2.排除渗氮炉中的空气
将被处理零件置于渗氮炉中,并将炉盖密封后即可加热,但加热至150℃以前须作排除炉内空气工作。排除炉内空气的主要目的是使参与渗氮处理的气体,只有氨气和氮气两种气体,而在高温环境中存在氧气会引起爆炸。为了将引入氨时的爆炸风险降至低,必须首先对熔炉进行吹扫,并将氧含量降低到3-5%以下。吹扫气体通常为氮气。这部分过程通常由质量流量计控制,以根据零件表面积和炉内干馏罐容积确定需要供应多少氮气。一些渗氮专业人士也选择在此时测量炉内的氧含量作为第二个参考值。

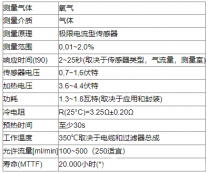
为防止氨气分解时与空气接触而发生爆炸性气体,及防止被处理零件及支架的表面氧化。工采网推荐使用英国SST高温氧化错氧气传感器-O2S-FR-T2。棒式氧化钴氧传感器(氧探头)O2S-T2/02S-FR-T2采用两个氧化结盘,在其中间是一个密封空间。其中一个盘起的功能是可逆氧气泵,依次充满样品气和抽空此小空间。另一个盘用于测量氧分压差比率,得到相对应的传感电压。氧化结盘作为氧气泵运行时,需要的700 C的温度由加热元件产生。氧气泵使小空间范围内达到额定的小值和大值压力所花的时间和环境中氧分压值具有对应关系。
3.氨的分解率
渗氮是其它合金元素与初生态的氮接触而进行(初生态氮的产生,由氨气与加热中的零件接触时零件本身成为触媒而促进氨的分解),虽然在各种分解率的氨气下,皆可渗氮,但一般都采用15~30%的分解率,并按渗氮所需厚度保持4~10小时,处理温度保持在520℃左右。
4.冷却
大部份的工业用渗氮炉都有热交换机,在渗氮工作完成后冷却加热炉及被处理零件。即渗氮完成后,将加热电源关闭,使炉温降低约50℃,然后将氨的流量增加一倍后开启热交换机,此时须注意确认炉内压力为正压。等候导入炉中的氨气安定后,即可减少氨的流量至保持炉内正压为止,当炉温下降至150℃以下时,方可启开炉盖。
除此之外气体参氮可采用一般渗氮法(即等温渗氮)或多段(二段、三段)渗氮法。前者是在整个渗氮过程中渗氮温度和氨气分解率保持不变,温度一般在480~520℃之间,氨气分解率为15~30%,保温时间近80小时。这种工艺适用于渗层浅、畸变要求严、硬度要求高的零件,但处理时间过长。多段渗氮是在整个渗氮过程中按不同阶段分别采用不同温度、不同氨分解率、不同保温时间进行渗氮和扩散。整个渗氮时间可以缩短到近50小时,能获得较深的渗层,但这样渗氮温度较高,畸变较大。
原文标题 : 气体渗氮中氧测量的技术应用解决方案